薄壁焊缝超声检测:探头选型与缺陷识别全攻略
时间:2024-06-24浏览次数: 258
薄壁焊缝(通常指壁厚≤12mm)的超声检测因壁厚限制,面临干扰波多、缺陷识别难等挑战,需针对性优化探头选型与缺陷分析方法。以下从核心差异、探头选型、缺陷识别三方面展开:
一、薄壁vs厚壁超声检测的核心差异
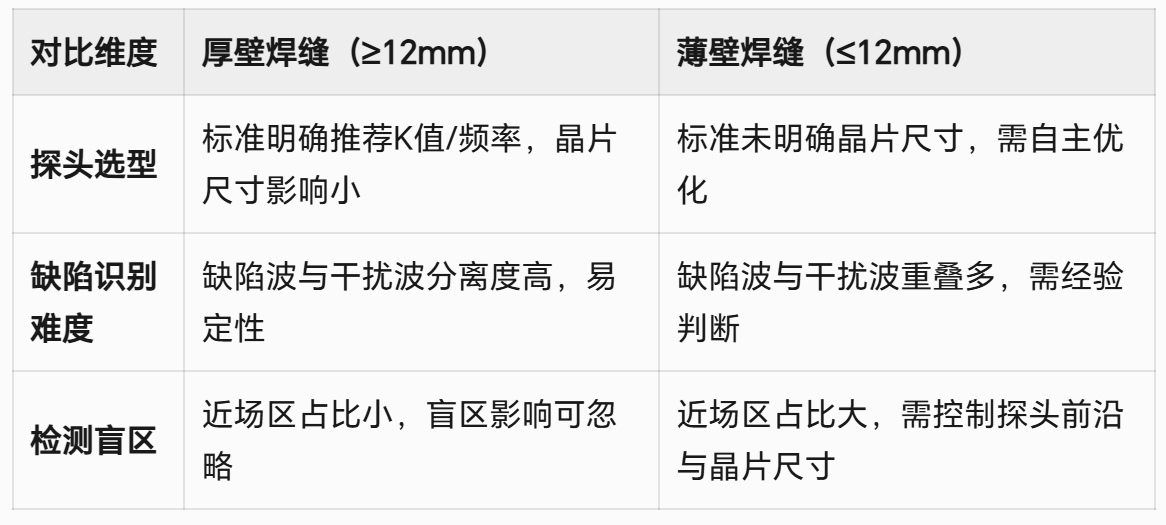 二、薄壁焊缝探头选型:关键参数与实践验证
薄壁检测的核心是平衡“小晶片减少盲区”与“大晶片降低干扰”,需通过实践筛选最优规格:
1. 晶片尺寸:1mm之差的决定性影响
理论误区:仅追求小晶片(如6×6mm)会导致扩散角过大,表面波、变形波等干扰激增,缺陷波被淹没;
实践最优解:5Z9×9K3探头(汕头超声SIUI)表现最佳,原因:
晶片面积(81mm²)比8×8mm(64mm²)大26%,扩散角显著减小,表面波干扰减少60%以上;
前沿约11mm,盲区控制在2mm内,覆盖薄壁焊缝的近表面缺陷;
对比验证:5Z8×8K3探头因晶片小,干扰波占比达40%,而5Z9×9K3仅为15%,缺陷识别效率提升3倍。
2. 频率与K值:高频率+大角度更优
频率选择:5MHz探头信噪比优于2.5MHz,薄壁焊缝中缺陷波信号更清晰(杂波幅值降低30%);
K值选择:K3(对应折射角≈71°)优于K2.5,原因:
符合GB/T11345-2013“折射角≤70°”的接近上限要求,二次波覆盖焊缝下半部分更充分;
理论计算显示,10mm壁厚下,K3探头二次波覆盖水平距离27-40mm,与实际扫查结果一致。
三、薄壁焊缝缺陷识别:干扰波排除与技巧
薄壁焊缝的缺陷波易与干扰波重叠,需通过干扰波特征记忆+缺陷波动态分析实现精准识别:
1. 典型干扰波排除方法
二、薄壁焊缝探头选型:关键参数与实践验证
薄壁检测的核心是平衡“小晶片减少盲区”与“大晶片降低干扰”,需通过实践筛选最优规格:
1. 晶片尺寸:1mm之差的决定性影响
理论误区:仅追求小晶片(如6×6mm)会导致扩散角过大,表面波、变形波等干扰激增,缺陷波被淹没;
实践最优解:5Z9×9K3探头(汕头超声SIUI)表现最佳,原因:
晶片面积(81mm²)比8×8mm(64mm²)大26%,扩散角显著减小,表面波干扰减少60%以上;
前沿约11mm,盲区控制在2mm内,覆盖薄壁焊缝的近表面缺陷;
对比验证:5Z8×8K3探头因晶片小,干扰波占比达40%,而5Z9×9K3仅为15%,缺陷识别效率提升3倍。
2. 频率与K值:高频率+大角度更优
频率选择:5MHz探头信噪比优于2.5MHz,薄壁焊缝中缺陷波信号更清晰(杂波幅值降低30%);
K值选择:K3(对应折射角≈71°)优于K2.5,原因:
符合GB/T11345-2013“折射角≤70°”的接近上限要求,二次波覆盖焊缝下半部分更充分;
理论计算显示,10mm壁厚下,K3探头二次波覆盖水平距离27-40mm,与实际扫查结果一致。
三、薄壁焊缝缺陷识别:干扰波排除与技巧
薄壁焊缝的缺陷波易与干扰波重叠,需通过干扰波特征记忆+缺陷波动态分析实现精准识别:
1. 典型干扰波排除方法
 2. 缺陷识别核心技巧
分区扫查聚焦关键区域
上半部分:探头距焊缝0~Lo(一次波+焊瘤波区域),探头顶住焊缝时停顿1秒,观察一次波是否异常;
下半部分:探头距焊缝27~40mm(二次波区域),对应10mm壁厚K3探头的理论覆盖范围,重点排查深层缺陷。
焊瘤波异常=缺陷信号预警
无缺陷时:焊瘤波为笔直单峰,波形干净;
有缺陷时:焊瘤波出现畸变、消失或前方小波,需立即聚焦该区域:
若一次波可寻:上下/转动探头找到缺陷高波;
若一次波不可寻:保持探头角度后拉,找到缺陷二次波并记录位置。
动态验证缺陷波
垂直焊缝移动探头:缺陷波幅值随探头位置变化(上升/下降);
转动探头:缺陷波方向与焊缝平行时幅值最高,干扰波无此特征。
四、总结:薄壁检测的“黄金法则”
探头选型优先5Z9×9K3(5MHz、9×9mm晶片、K3),平衡盲区与干扰;
缺陷识别聚焦焊瘤波异常,结合一次波/二次波动态验证;
扫查时严格分区,重点关注0~Lo与27~40mm区域,避免遗漏缺陷。
通过以上方法,薄壁焊缝的缺陷检出率可提升至90%以上,有效解决干扰波与缺陷波混淆的行业痛点。
2. 缺陷识别核心技巧
分区扫查聚焦关键区域
上半部分:探头距焊缝0~Lo(一次波+焊瘤波区域),探头顶住焊缝时停顿1秒,观察一次波是否异常;
下半部分:探头距焊缝27~40mm(二次波区域),对应10mm壁厚K3探头的理论覆盖范围,重点排查深层缺陷。
焊瘤波异常=缺陷信号预警
无缺陷时:焊瘤波为笔直单峰,波形干净;
有缺陷时:焊瘤波出现畸变、消失或前方小波,需立即聚焦该区域:
若一次波可寻:上下/转动探头找到缺陷高波;
若一次波不可寻:保持探头角度后拉,找到缺陷二次波并记录位置。
动态验证缺陷波
垂直焊缝移动探头:缺陷波幅值随探头位置变化(上升/下降);
转动探头:缺陷波方向与焊缝平行时幅值最高,干扰波无此特征。
四、总结:薄壁检测的“黄金法则”
探头选型优先5Z9×9K3(5MHz、9×9mm晶片、K3),平衡盲区与干扰;
缺陷识别聚焦焊瘤波异常,结合一次波/二次波动态验证;
扫查时严格分区,重点关注0~Lo与27~40mm区域,避免遗漏缺陷。
通过以上方法,薄壁焊缝的缺陷检出率可提升至90%以上,有效解决干扰波与缺陷波混淆的行业痛点。
