X射线探伤(RT)与超声波探伤(UT):技术原理与应用差异全解析
时间:2022-10-12浏览次数: 176
X射线探伤(RT)与超声波探伤(UT)是工业无损检测(NDT)领域最常用的两种技术,二者基于不同物理原理,在缺陷检测能力、适用场景及操作要求上存在显著差异。以下从核心维度对比分析:
一、技术原理与检测机理
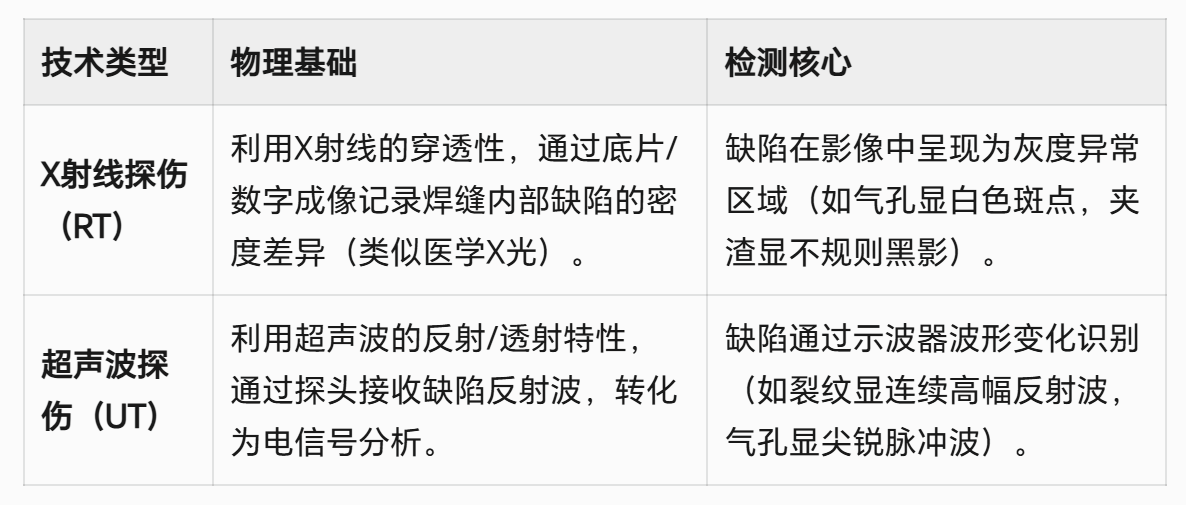 二、缺陷检测能力对比
RT的优势与局限
优势:对体积型缺陷(如气孔、夹渣、未焊透)敏感度高,影像直观易定性(可直接判断缺陷类型),检测结果可通过底片永久存档。
局限:对线状缺陷(如厚板微裂纹)、与射线方向平行的缺陷检出率低;无法精准测量缺陷深度;检测厚壁工件时易因射线衰减导致影像模糊;需严格辐射防护。
UT的优势与局限
优势:对面积型缺陷(如裂纹、分层)敏感度高,可精准定位缺陷深度与埋藏位置;检测成本低、速度快,对人体无害;适用于厚壁工件及曲面构件(如管道环焊缝)。
局限:缺陷定性依赖操作人员经验(需通过波形特征推断);对检测表面要求高(需清洁、耦合剂辅助);对粗晶材料(如奥氏体不锈钢焊缝)检测难度大(易产生杂波干扰)。
三、适用场景与行业偏好
RT更适用场景:
焊缝、铸件的体积型缺陷检测(如压力容器焊缝、汽车铸件);
需永久存档检测结果的项目(如核电设备、长输管道);
薄壁工件或表面平整的构件。
UT更适用场景:
厚壁管道、压力容器的裂纹检测;
现场快速检测(如设备检修、应急排查);
锻件、板材的内部分层缺陷检测。
四、技术发展与互补性
RT的升级方向:数字化射线成像(DR/CR)替代传统底片,提升检测效率与影像分析精度;
UT的升级方向:多通道自动UT、TOFD(衍射时差法)技术可实现三维缺陷成像,弥补传统UT定性难的短板;
互补性:工业实践中常采用RT+UT联合检测(如高压管道焊缝),通过RT检测体积缺陷、UT检测线性缺陷,实现缺陷全覆盖。
五、关键结论
RT与UT无绝对优劣之分,需根据工件材质、缺陷类型、检测需求选择:
若需直观定性缺陷且允许辐射防护,优先选RT;
若需检测裂纹等面积型缺陷或厚壁工件,优先选UT;
复杂工况下建议二者结合,最大化检测可靠性。
两种技术均为工业质量管控的核心手段,合理应用可有效保障设备安全与产品质量。
内容由 AI 生成
二、缺陷检测能力对比
RT的优势与局限
优势:对体积型缺陷(如气孔、夹渣、未焊透)敏感度高,影像直观易定性(可直接判断缺陷类型),检测结果可通过底片永久存档。
局限:对线状缺陷(如厚板微裂纹)、与射线方向平行的缺陷检出率低;无法精准测量缺陷深度;检测厚壁工件时易因射线衰减导致影像模糊;需严格辐射防护。
UT的优势与局限
优势:对面积型缺陷(如裂纹、分层)敏感度高,可精准定位缺陷深度与埋藏位置;检测成本低、速度快,对人体无害;适用于厚壁工件及曲面构件(如管道环焊缝)。
局限:缺陷定性依赖操作人员经验(需通过波形特征推断);对检测表面要求高(需清洁、耦合剂辅助);对粗晶材料(如奥氏体不锈钢焊缝)检测难度大(易产生杂波干扰)。
三、适用场景与行业偏好
RT更适用场景:
焊缝、铸件的体积型缺陷检测(如压力容器焊缝、汽车铸件);
需永久存档检测结果的项目(如核电设备、长输管道);
薄壁工件或表面平整的构件。
UT更适用场景:
厚壁管道、压力容器的裂纹检测;
现场快速检测(如设备检修、应急排查);
锻件、板材的内部分层缺陷检测。
四、技术发展与互补性
RT的升级方向:数字化射线成像(DR/CR)替代传统底片,提升检测效率与影像分析精度;
UT的升级方向:多通道自动UT、TOFD(衍射时差法)技术可实现三维缺陷成像,弥补传统UT定性难的短板;
互补性:工业实践中常采用RT+UT联合检测(如高压管道焊缝),通过RT检测体积缺陷、UT检测线性缺陷,实现缺陷全覆盖。
五、关键结论
RT与UT无绝对优劣之分,需根据工件材质、缺陷类型、检测需求选择:
若需直观定性缺陷且允许辐射防护,优先选RT;
若需检测裂纹等面积型缺陷或厚壁工件,优先选UT;
复杂工况下建议二者结合,最大化检测可靠性。
两种技术均为工业质量管控的核心手段,合理应用可有效保障设备安全与产品质量。
内容由 AI 生成
